
Fonderie Napoleoniche Eugenia
Premessa
Recentemente, avevo scritto un articolo su un gioiello del quartiere Isola: era a proposito del Santuario di Santa Maria alla Fontana, così chiamato, per quella fonte che sgorgava lì nei pressi, e alla quale, la devozione popolare attribuì per secoli, virtù taumaturgiche, al punto da divenire uno dei principali centri della sanità milanese, al pari della Ca’ Granda o del Lazzaretto. Oggi siamo sempre lì, nella medesima zona, a pochi metri da quel Santuario, in via Thaon di Revel n. 21. Vi è un altro tesoro nascosto, spesso sconosciuto anche ai più smaliziati. Infatti, se a priori non si sa della sua esistenza in loco, è difficile immaginare che si trovi proprio al di là del muro, sul terreno confinante con lo stesso Santuario di Santa Maria alla Fontana: luogo, pure questo, dall’atmosfera unica, che conserva intatto, ancora oggi, il fascino di un antico passato. Si tratta di una fonderia …. sì, pare davvero assurdo, ma è proprio una fonderia, a pochi metri da una magnifica grande struttura rinascimentale! Eppure è così: Milano riserva spesso simili sorprese, strani accostamenti, dovuti naturalmente, alle incredibili vicende della sua storia passata!
Arrivati in via Thaon di Revel, al civico 21, non si troverà il portone di uno stabile, ma un’inferriata con cancello delimitante l’accesso ad una stradina interna (una sorta di cortile) perpendicolare alla strada principale: la fonderia è situata in uno degli edifici sulla sinistra. Quella costruzione apparteneva precedentemente ad un convento dei Frati Minori francescani, essendo tutta quell’area proprietà del complesso religioso. La chiesa infatti, possedeva allora vastissimi terreni che, alla fine del Settecento, estendendosi agli attuali quartieri Maggiolina, Prato Centenaro, e Dergano, erano enormi distese di campi coltivati con diversi edifici rurali sparsi qua e là.
Ndr. – Prato Centenaro (o Pratocentenaro) è un borgo antico, conosciuto sin dal Medioevo come Precentenaro (Precentenee in milanese). E’ un quartiere di Milano nella zona nord della città.
Si ritiene che il nome derivi dai “centenari” i quali, nelle antiche età longobarde, regolavano le “centone” o distretti, abitati da cento famiglie (centena). Sembra che in queste pianure all’epoca si tenessero i loro raduni per le assegnazioni.
Pratocentenaro era quindi un borgo molto antico: la prima citazione su una fonte storica risale al 1078, in riferimento al possedimento di un terreno, da parte di un tale Lanfranco Pila e Frasia, sua moglie, che lasciarono all’ospedale di San Simpliciano otto jugeri di terreno in località Prato Centenaro. Da allora la giurisdizione della località fu gestita dai frati di San Simpliciano. Successivamente, passarono sotto la parrocchia della vicina Niguarda.
E’, grosso modo, la zona identificabile oggi con la fermata Ca’ Granda della metropolitana M5.
La parentesi napoleonica
L’eco della rivoluzione francese fu, come sappiamo, foriero di novità sia da noi, che nel resto d’Europa. Con l’arrivo di Napoleone Bonaparte in Italia, cambiarono diverse cose, soprattutto nei confronti della Chiesa, considerata, in quell’epoca, come la principale sostenitrice della monarchia, che la Rivoluzione francese aveva appena abbattuto. Uno dei principali provvedimenti anticlericali messi in pratica da Napoleone, qui da noi, fu l’esproprio di gran parte dei numerosissimi terreni di proprietà ecclesiastica in città e nei Comuni limitrofi. Analoga sorte toccò quindi anche al Santuario di Santa Maria alla Fontana e alle sue proprietà (allora nel Comune di Corpi Santi), che vennero requisite dall’esercito francese e passate al Demanio per essere riutilizzate come caserme, magazzini per le salmerie, depositi di carri, scuderie per cavalli e simili.
Nel 1806, il Viceré d’Italia, Eugenio di Beauharnais (figlio adottivo di Napoleone Bonaparte), diede disposizione affinché alcuni dei locali conventuali del complesso, proprio a fianco del Santuario, venissero destinati ad ospitare una fonderia per la realizzazione di oggettistica d’arredamento in bronzo quali statue, candelabri, orologi, appliques, maniglie, cornici ecc. per adornare sia i saloni del Palazzo Reale di Milano, che quelli della residenza di Monza, oltre ad abbellire, con pezzi di pregio, le ville dell’alta aristocrazia lombarda. Il Viceré era un convinto assertore dell’idea che i campi della bigiotteria e della fabbricazione degli smalti e degli orologi, fossero molto interessanti e di sicuro mercato. A suo modo di vedere, il Regno d’Italia, a differenza della Francia, sembrava essere assolutamente carente in queste aree. Decise di fare investimenti in questi campi, elargendo numerosi sussidi (che oggi chiameremmo “borse di studio”) allo scopo di formare nuovi artigiani, nella speranza che, apprendendo l’arte della fusione dei metalli e le tecniche di smaltatura, tanti giovani fossero invogliati a cimentarsi in questo settore. Proprio perchè potessero insegnare questo mestiere agli artigiani più meritevoli, richiamò in Italia i fratelli Manfredini, che, orafi ed esperti fonditori di metalli, da anni si erano fatti un nome a Parigi, ove erano molto noti ed apprezzati per la qualità dei loro manufatti.
Chi erano i Manfredini
Erano tre fratelli, tutti di origine bolognese: Francesco, il più anziano, orafo e fonditore di metalli, poi Luigi, incisore, ed infine Antonio. Trasferitosi a Parigi ad inizio Ottocento, Francesco aveva frequentato dei corsi di fusione dei metalli, e nel 1803 – 1804, era già un affermato artigiano, molto apprezzato nella capitale francese, dove aveva aperto un laboratorio di “Bigiotteria, indoratura dei metalli ed orologeria” che divenne ben presto molto ben frequentato. Piaceva moltissimo soprattutto la qualità dei suoi lavori; l’oggettistica che produceva, incontrando i gusti di allora, andava davvero a ruba. Fu autore, fra l’altro, di alcuni orologi di pregio destinati sia a Francesco Melzi d’Eril (allora già Vice Presidente della Prima Repubblica Italiana) che all’élite della società italo-francese dell’epoca.
Nel 1804, Francesco venne raggiunto, nella capitale francese, dal fratello Luigi (1771 – 1840) che, incisore presso la Regia Zecca di Milano dal 1798, era riuscito ad ottenere un sussidio dal Ministero degli Interni, per specializzarsi sia nelle tecniche di fusione dei metalli, che nella professione di Bigiottiere e nella fabbricazione di smalti, casse d’orologi ed analoghe manifatture, attività questa, che aveva portato tanta fortuna al fratello maggiore. Seguì, a ruota, anche Antonio (1786 – 1838), il terzo fratello, allora appena diciottenne.
Il loro rientro in Italia
Nel 1806, su invito di Eugenio di Beauharnais, approfittando delle facilitazioni governative da lui stesso varate, per promuovere la diffusione dell’arte della bigiotteria e degli smalti in Italia, i tre fratelli Manfredini, accettarono di trasferire la loro attività da Parigi, a Milano. Fu indubbiamente una decisione sofferta, data la clientela che avevano nella capitale francese, ma alla fine assecondarono la richiesta del Vicerè. Ebbero naturalmente particolari facilitazioni: infatti, il Demanio, per ordine di Beauharnais, assegnò loro alcuni dei locali di un istituto religioso appena fuori città (poco oltre Porta Comacina) che Napoleone aveva espropriato. Erano proprio i locali del convento requisito ai frati che, prima dell’arrivo dei Francesi, avevano in gestione il Santuario di Santa Maria alla Fontana (requisito pure quello). Eugenio di Beauharnais, grato per la decisione di Francesco Manfredini di aver aderito al suo invito, lo insignì, poco dopo il suo rientro in Italia, del titolo di “Orologiere del Re” e gli diede pure l’autorizzazione a porre sopra la porta del suo nuovo laboratorio, lo Stemma Reale. In cambio di questi favori, oltre alla loro consueta attività, i Manfredini avrebbero dovuto istruire dei giovani allievi volonterosi (orfani che in base alle loro attitudini, sarebbero stati scelti negli orfanatrofi della città), e avrebbero pure dovuto occuparsi del corretto funzionamento delle macchine delle Regie Zecche di Milano.
I lavori di riadattamento dei locali del convento dati loro in concessione, proseguirono almeno fino a tutto l’agosto 1807. I Manfredini dotarono la fonderia delle attrezzature necessarie per rispondere a qualunque tipo di necessità (ancora oggi è visibile, ad esempio, una gru a ponte, scorrevole su binari per il sollevamento/spostamento di carichi particolarmente pesanti come campane, statue ecc.). Vennero reclutati anche dall’estero alcuni maestri fonditori che oltre ad aiutare i fratelli nella evasione delle commesse, avevano principalmente il compito di seguire la formazione pratica degli allievi. I Manfredini diedero alla nuova fonderia napoleonica il nome “Eugenia“, proprio in omaggio al Viceré che, invitandoli a tornare in Italia, era stato così prodigo nei loro confronti.






Ndr. – Quel nome “Eugenia”, dato alla fonderia, sarebbe effettivamente durato solo pochi anni perchè, con la Restaurazione, cioè col ritorno degli Austriaci a Milano, sarebbe stato velocemente cambiato in “alla Fontana” in modo da eliminare qualsiasi riferimento agli odiati nemici francesi.
L’anno successivo (1808), la manifattura era ormai in piena attività. Cominciarono col produrre grandi e piccoli oggetti di lavorazione bronzea per arredi: alcuni dei lavori presentati all’esposizione “degli oggetti d’arte e mestieri” che si teneva ogni anno all’Accademia di Brera, vennero eseguiti proprio nella loro nuova fonderia. Uno di questi vinse addirittura la medaglia d’oro: era un orologio da tavolo ornato di statue e fregi in bronzo dorato rappresentante l’Aurora di Guido Reni, oggi conservato nella Biblioteca Ambrosiana a Milano!

Data la dimensione della nuova fonderia, e la fornace che avevano a disposizione, i Manfredini non solo si limitarono alla realizzazione di piccoli oggetti, come decorazioni bronzee per mobili, pendole, calamai e altre eleganti fusioni d’arredo, ma si cimentarono pure in opere molto più impegnative e di dimensioni decisamente maggiori.
Tra queste, ad esempio, nel 1835, curarono la fusione della sestiga collocata sull’Arco della Pace presso il Parco Sempione di Milano, opera colossale (36 tonnellate) dello scultore milanese Abbondio Sangiorgio (1798 – 1879).
CURIOSITA’ (riguardante la Sestiga).
Naturalmente oggi non ci si pensa, ma il trasporto del gruppo intero è stato davvero “memorabile”, dati i mezzi (carri trainati da cavalli) e le strade cittadine sconnesse di allora (certamente non asfaltate). Dev’essere stato, in proporzione (dati i tempi ed i mezzi disponibili), qualcosa di simile al trasporto via terra nell’agosto del 2005 del sommergibile Enrico Toti, da Cremona, al Museo della Scienza e della Tecnica di Milano.
Il convoglio, con la Sestiga, mosse alle ore tre (del mattino) del 18 agosto 1837, partendo dall’officina Manfredini che era stata appositamente allestita presso l’ex convento della Fontana, fuori da Porta Comacina. Il gruppo bronzeo, affrancato su un grosso masso di granito, giunse all’Arco, a bordo del carro alla sera del 20 agosto: il viaggio durò 46 ore, per percorrere 2 miglia di distanza. [rif. Wikipedia]

Fra gli altri lavori importanti, è da annoverare la cancellata del Palazzo Reale di Torino, disegnata, nel 1840, da Pelagio Palagi (1775-1860) e collocata per delimitare la piazzetta Reale, da piazza Castello.


Fu fuso in questa fonderia, nel 1837, il famoso tavolo da centro, disegnato sempre da Palagi (oggi visibile al Museo del Palazzo Reale di Torino) di particolare importanza storica, poiché su di esso venne firmato, il 4 marzo 1848, lo Statuto Albertino (legge fondamentale perpetua e irrevocabile che apparteneva alla Monarchia).

Giovanni Battista Viscardi
Venuto a mancare nel 1840, Luigi, l’ultimo dei fratelli Manfredini ancora vivente, (Francesco, il maggiore, era già morto nel 1810 e Antonio, il più giovane dei tre, nel 1838), l’azienda venne rilevata dal genero di Luigi, Giovanni Battista Viscardi. Questi aveva imparato il mestiere, essendo subentrato in fonderia già nel 1823, quando Antonio Manfredini aveva lasciato lo stabilimento.
Viscardi si preoccupò di portare a termine gran parte dei lavori rimasti incompiuti dal suocero, come la cancellata per il Palazzo Reale di Torino con le due figure in bronzo di Castore e Polluce su disegno di Abbondio Sangiorgio, i Satiri della fontana di Palazzo Vecchio a Firenze, e infine la fusione per una statua equestre colossale (8 tonnellate di bronzo – 4,68 metri di altezza e 5,15 metri di lunghezza) raffigurante Re Carlo Alberto, commissionata nel 1838 dalla città di Casale Monferrato, allo scultore Abbondio Sangiorgio.
Ndr. – La statua equestre era stato ordinato in segno di gratitudine verso il Re di Sardegna, allora vivente e nel tredicesimo anno del suo regno, per il ripristino del Senato di Casale, massimo organo giurisdizionale del Monferrato soppresso nel settembre del 1730 da Carlo Emanuele III, e spostato a Torino. L’editto di ripristino, fu emanato il 19 settembre 1837 da Carlo Alberto, Re di Sardegna, che volle ripristinare l’antico Senato sotto forma di Corte d’Appello, la seconda del Piemonte.
Completata la scultura, prima del suo invio a Casale Monferrato, la Corte Reale volle visionarla da vicino direttamente in fonderia: arrivarono il Viceré del regno Lombardo-Veneto Ranieri Giuseppe d’Asburgo-Lorena con la moglie Maria Elisabetta di Savoia-Carignano (sorella di Carlo Alberto), gli Arciduchi e i loro figli, che così, rendendo omaggio all’opera d’arte e al monarca sabaudo, ebbero modo di visitare l’officina e di congratularsi sia con lo scultore che con tutte le maestranze della fonderia.
L’inaugurazione del monumento equestre avvenne a Casale Monferrato, il 20 maggio 1843.

Giovanni Battista Viscardi mantenne attiva la manifattura “alla Fontana” fino al 1853, quando fu costretto a chiudere e a licenziare gli operai.
La famiglia Barigozzi
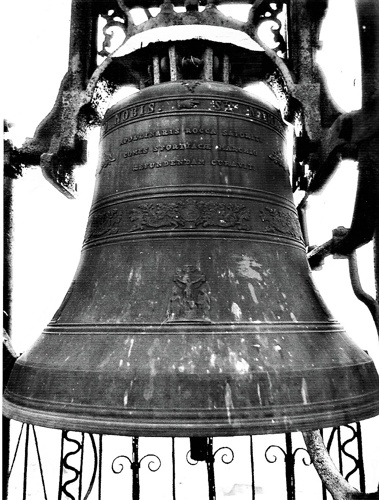
Nel 1868, la fonderia Eugenia venne acquistata dalla famiglia Barigozzi, di origine veronese specializzata nella fusione di campane in bronzo.
La loro, era una tradizione di vecchia data: iniziata con Domenico Barigozzi, di famiglia benestante, nella seconda metà del Settecento, lavorando alla fonderia dell’Arsenale di Venezia, aveva aperto per conto suo, un piccolo laboratorio di saldatore a Villafranca (subito a sud di Verona). All’arrivo di Napoleone, si era trasferito a Bologna, dove aveva iniziato a dedicarsi alla manutenzione e alla riparazione delle campane delle chiese. Si distinse per aver inventato un particolare sistema di saldatura per la riparazione delle campane crepate, ridando loro il medesimo suono senza doverle necessariamente rifondere. Per questo, fu pure insignito, nel 1822, di una medaglia d’oro.
Ermanno (1805 – 1882) e Prospero (1807 -1866), suoi figli, continuarono l’attività del padre, presentando diverse innovazioni tecniche che vennero addirittura premiate dall’Istituto Lombardo Accademia di Scienza e Lettere della Regia Camera di Commercio di Torino. Cominciarono a dedicarsi all’attività fusoria gettando, in una lega di rame e stagno, per la prima volta, un “concerto” di cinque campane per il Santuario della Bozzola, a pochi chilometri dalla fonderia di Garlasco (PV), di loro proprietà.
Ndr. – I concerti di campane vengono realizzati nei campanili interamente manuali, con corde e tastiera, oppure nei campanili con campane ‘a doppio sistema’, vale a dire suonabili sia elettricamente che manualmente. In tali occasioni, generalmente coincidenti con le festività o per eventi di particolare rilevanza sociale, le campane vengono suonate a tastiera, direttamente dalla cima del campanile, e dall’interno del campanile con le corde, eseguendo le scale tipiche del suono a scala bergamasco.
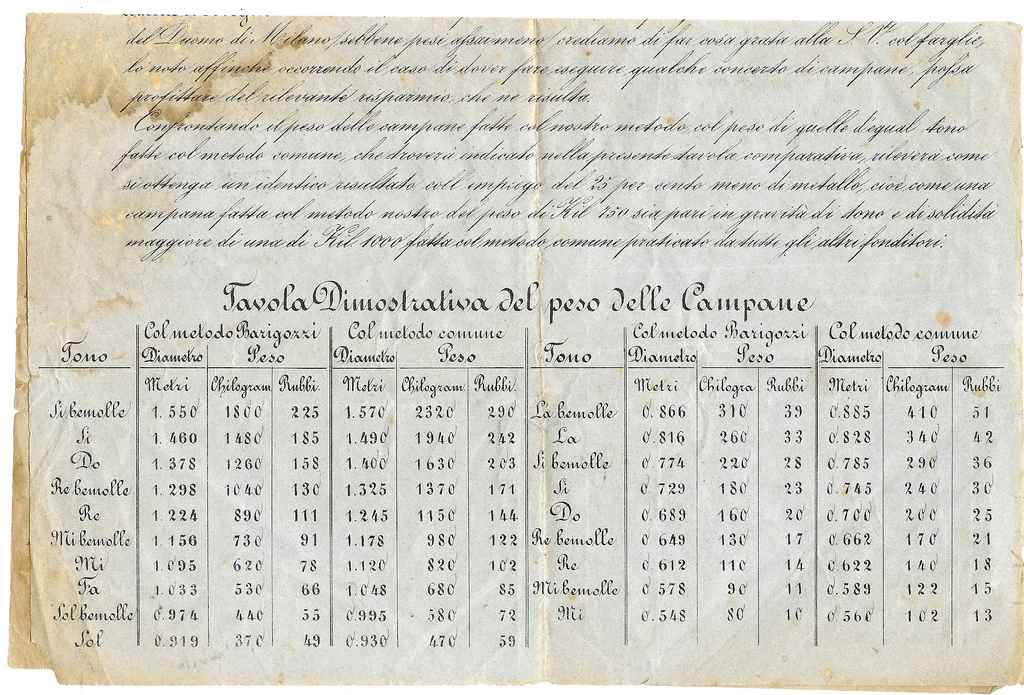
Successivamente cominciarono a sperimentare varie sagome in legno per le campane, tra cui quella definita ultraleggera, capace di produrre suoni a tonalità grave con poco peso rispetto a quanto riusciva a realizzare la concorrenza nelle altre fonderie del Nord Italia, facendo quindi risparmiare ai committenti, cifre piuttosto consistenti. Naturalmente il minor peso andava a scapito di un risultato sonoro piuttosto scadente. L’esito non brillante delle campane ultraleggere convinse gli eredi della fonderia, che nel frattempo si erano trasferiti a Milano, a progettare una nuova sagoma. Avevano diverse officine sparse in varie località del nord Italia: oltre alla fonderia di Garlasco, pure una succursale ad Asti e Pallanza (Verbania). Inoltre nel Cantone Ticino disponevano della piccola fonderia di Moralto (Locarno) e del deposito di Balerna.

A partire dal 1851, per la produzione delle loro campane, si servirono più volte della fonderia del Viscardi a Milano. Quando poi le redini dell’Azienda passarono a Silvio ed Ermanno Secondo (1843 – 1909), questi acquisirono nel 1868 la vecchia fonderia Eugenia rinominandola stabilimento “alla Fontana”. Fu grazie a loro, che l’Azienda si dotò di una struttura capace di soddisfare committenze prestigiose e di notevole impegno tecnico. Fecero costruire un grande forno a riverbero, necessario per la realizzazione in una sola fusione, di interi complessi di campane, i cosiddetti “concerti”, tipici della tradizione ambrosiana.
FORNO A RIVERBERO
Un forno a riverbero è un tipo di forno di fusione o di raffinazione dei metalli che è stato utilizzato dalla metà del XVII secolo ed è più comunemente noto come forno a focolare aperto. Si fonde il minerale contenente metallo generando gas caldi vicino al tetto della fornace senza che il metallo entri mai in contatto diretto con la fonte di combustibile che viene utilizzata per riscaldarlo. Poiché un forno a riverbero è un design secolare e ha un intervallo di temperatura limitato, viene solitamente utilizzato per fondere metalli non ferrosi e più morbidi del ferro, come rame, alluminio e stagno. Il design del forno è stato utilizzato anche per fondere nichel e metalli più rischiosi per l’ambiente come il piombo, che gli ha conferito una reputazione negativa per la quantità di inquinamento atmosferico che può generare.
Sebbene la lavorazione delle campane rappresentasse il fiore all’occhiello dell’attività dei Barigozzi, la fonderia, come attività secondaria, ma, non per questo meno prestigiosa, mise la sua firma nel corso del tempo, anche su numerose opere artistiche, producendo sia arredi che statue importanti, su disegno dei maggiori scultori dell’epoca.
Si avvalsero di questa fonderia, scultori di fama:
Francesco Barzaghi (1839 -1892)
Sono sue la statua ad Alessandro Manzoni che troneggia in piazza San Fedele, ai piedi del sagrato dell’omonima chiesa ed il monumento a Luciano Manara visibile oggi ai Giardini Pubblici di Porta Venezia. Fra le altre sue realizzazioni, fuse in questa fonderia, pure la statua di san Carlo Borromeo sita davanti al Santuario della Beata Vergine Addolorata di Rho.


Ercole Rosa (1846 – 1893)
Fra le fusioni artistiche più prestigiose, si ricorda il monumento di Vittorio Emanuele II a cavallo di piazza del Duomo a Milano. a cui Ercole Rosa lavorò per oltre dodici anni senza vederlo terminato: il monumento venne infatti inaugurato il 24 giugno 1896, due anni e mezzo dopo la scomparsa dello scultore.

Ndr. – Per aver diretto i lavori per la fusione del monumento a Vittorio Emanuele II ed essersi prodigato per il suo completamento dopo la morte dell’artista, e la relativa installazione in Piazza Duomo, Ermanno Secondo ricevette da Umberto I la nomina a Cavaliere della Corona d’Italia. L’Amministrazione Comunale lo avrebbe poi ricordato, come significativa figura dell’operare ambrosiano, dedicandogli una via in città (al villaggio degli Artigiani).
Ettore Ximenes 1855 – 1926)
Ben pochi sanno che la statua di Dante Alighieri al Central Park di New York, commissionata nel 1921 allo scultore Ettore Ximenes dagli italoamericani della Grande Mela, in occasione del seicentenario della morte del poeta, venne da lui realizzata proprio nella Fonderia Napoleonica Eugenia di via Thaon di Revel 21, a Milano.

Lodovico Pogliaghi (1857 – 1950)
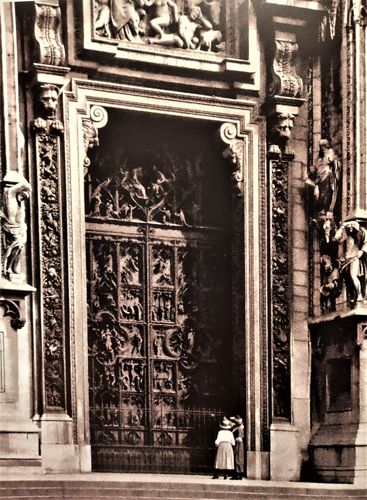
Nella fonderia Eugenia ,vennero fuse da Lodovico Pogliaghi le famose formelle del portale centrale del Duomo di Milano interamente dedicato alla “Vergine“. Il battente di sinistra illustrante i suoi “Dolori” e quello di destra interpretante le sue “Gioie”, vennero inaugurati nel 1906, mentre la parte superiore del portale (cimasa) raffigurante la sua “Gloria”, venne inaugurata il 1908.
Dalla seconda metà dell’Ottocento, le campane fuse in questa fonderia venivano montate non solo sui campanili lombardi e piemontesi o emiliani ma anche su quelli delle chiese di diverse altre regioni d’Italia, e del Canton Ticino.
Nei decenni successivi le fusioni proseguirono con la realizzazione di numerose opere d’arte funeraria, destinate sia all’Italia che all’estero, commissionate da noti scultori dell’epoca, tra i quali figurano Enrico Butti (1847 – 1932), Vincenzo Vela (1820 – 1891) e Francesco Penna (1865 – 1927).

Allo scoppiare della Prima guerra mondiale, la produzione di campane si interruppe, per riprendere nuovamente dopo il 1920. Numerose furono le commissioni estere: le campane Barigozzi arrivarono addirittura in Sud America, in Stati quali Argentina, Brasile, Paraguay e Perù, oltre che a Malta e nelle allora colonie italiane (Somalia e Libia) a seguito della forte immigrazione in tutti quei paesi, di numerose comunità missionarie italiane.

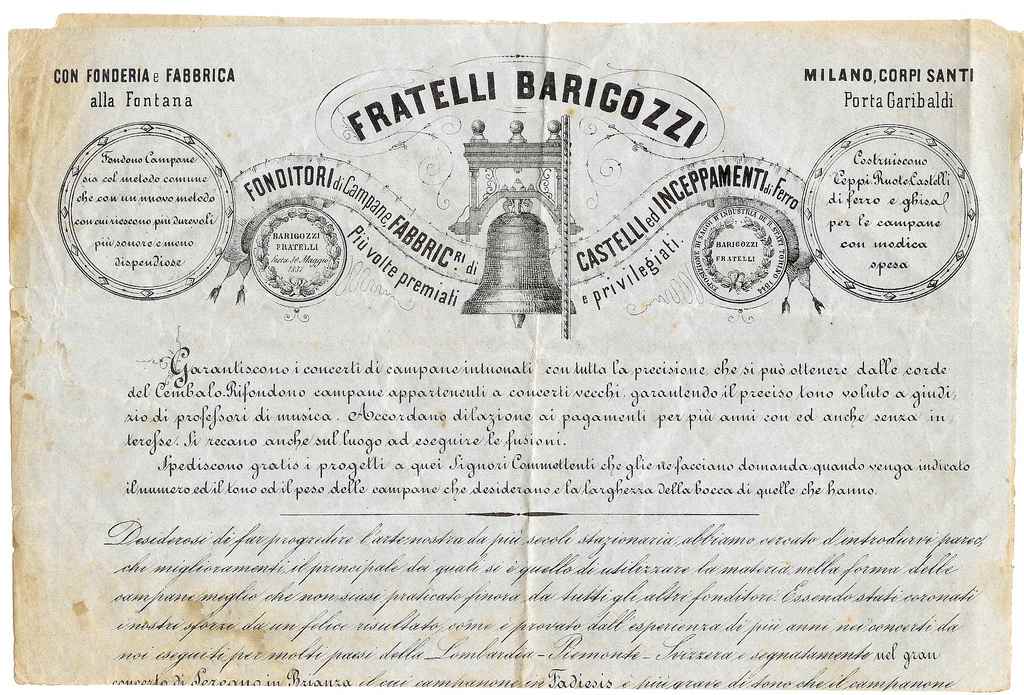
fatto dalle Fonderie dei F.lli Barigozzi di Milano
Nuovo periodo di crisi fu, naturalmente, quello provocato dalla Seconda Guerra Mondiale, durante la quale le campane maggiori di diverse chiese vennero requisite, per poter riutilizzare a scopi bellici il rame e lo stagno in esse presenti. Finita la Guerra, nel decennio fra il 1950 ed il 1960, l’attività riprese con nuovo vigore, sia per reintegrare le campane andate distrutte, che per sopperire alla richiesta soprattutto da parte delle missioni religiose in diversi paesi del mondo, quali Birmania, Congo, Giappone, Kenya, India, Rhodesia, Somalia.
Dalla fonderia artistica maestri campanari milanesi di Prospero Barigozzi, tra il 1956 e il 1957, uscirono pure le cinque campane minori. delle sette funzionanti su uno dei più bei campanili d’Italia, quello di Giotto a Firenze. [Ndr. – Il campanile di Giotto ha in realtà 12 campane (di cui 5 totalmente dismesse)]
NOTA
Queste sette campane costituiscono il “concerto” attualmente in funzione e suonano regolarmente secondo un canone stabilito.
Pochi sanno infatti, che iI modo di suonare le campane, varia secondo il grado delle celebrazioni e delle festività religiose. L’archivio dell’Opera di Santa Maria del Fiore conserva un codice del XIII secolo fondamentale per lo studio della storia della Chiesa fiorentina: il “Mores et consuetudines canonice florentine”, che documenta anche il modo di suonare le campane a seconda del rito liturgico. Il loro suono, fin dal Medioevo, ha scandito il tempo della vita cittadina, dando ordine alla vita quotidiana e festiva. [ rif: Le campane del Campanile di Giotto (duomo.firenze.it)]
Negli anni Sessanta, la richiesta di campane andò progressivamente scemando, sino quasi ad esaurirsi del tutto. Importante commessa di questo periodo (1966) fu quella per le campane per la Basilica dell’Annunciazione a Nazareth su progetto dell’architetto Giovanni Muzio.

Quando, nel 1975, l’azienda cessò del tutto la sua operatività, i locali, rimasti sempre di proprietà dei Barigozzi, vennero per quasi un trentennio, adibiti a magazzino, per poi, nel 2007 essere trasformati in qualcosa di totalmente diverso.
ll Museo DFB (Ditta F.lli Barigozzi)
Gli antichi ambienti di lavoro della fonderia, sapientemente fatti restaurare dagli eredi della famiglia Barigozzi, mantenendo intatta la struttura originaria, sono stati trasformati in un museo che, nell’intenzione di promuovere e diffondere la conoscenza di questo antico mestiere, raccoglie numerose testimonianze legate alla storia dell’arte fusoria dei loro avi e all’attività specifica della Fonderia Napoleonica Eugenia. Attraverso l’esplorazione degli ambienti di lavoro, è possibile vedere la sala forni, sovrastata da un carro ponte della portata di 10 tonnellate, oltre ad attrezzature varie tra cui sagome in legno di varie fogge e misure per la costruzione delle campane, compassi per tracciare la curvatura delle sagome, calibri regolabili che servivano per il controllo della circolarità della forma e altri antichi strumenti di misurazione. Interessante, ad esempio, una riga in ghisa ed una pesa di precisione, per il calcolo dei pani di metallo da fondere.
Il percorso di visita si articola su due piani. Comprende la fossa di fusione, ancora oggi visibile in fondo al primo salone, mentre, al piano superiore, si può ammirare il forno maggiore con le pareti in bronzo e in legno.
Fra le cose più particolari, accanto al forno maggiore, vi sono due ambienti speciali:
La prima stanza è una “gipsoteca”, da loro soprannominata “stanza paradiso”, perché al suo interno, sono ancora conservati i calchi in gesso e terracotta dei santi e martiri, rilievi che i committenti richiedevano venissero apposti sulle campane, a titolo di ornamento, oltre ai fregi e marchi standard.

La seconda stanza invece raccoglie la memoria storica dell’attività dell’Azienda:
- documentazione fotografica: qualcosa come 1.500 reperti fotografici tra positivi e negativi, che mostrano immagini degli ambienti di lavoro, delle diverse fasi di lavorazione, dei prodotti finiti e delle celebrazioni che accompagnavano i momenti del trasporto e dell’installazione delle campane, tutto materiale (anche di fotografi famosi) risalente al periodo a cavallo tra la fine del XIX secolo e gli anni ‘sessanta del XX secolo.
- un archivio cartaceo che conserva libri mastri, ordini di materiali, diari di fonderia, documenti pubblicitari, scambi epistolari con vari scultori e con i committenti, le memorie di Ermanno Secondo Barigozzi, che annotava interessanti osservazioni sulle tecniche di fusione dall’inizio dell’attività, fino alla sua chiusura, avvenuta ufficialmente nel 1975.
Oggi è un luogo di lavoro, d’arte e di cultura che, museo a parte, viene utilizzato pure come location per mostre, manifestazioni culturali e presentazioni varie. In periodo natalizio, ospita pure le bancherelle dei mercatini di Natale.
Curiosità storica
Per concludere, una domanda riguardante le campane in generale, cui penso non tutti siano in grado di dare una risposta convincente:
– Perché a mezzogiorno suonano le campane?
– Quando è nata questa usanza?
Lasciatemi rispondere prima alla seconda domanda, …. la risposta all’altra arriverà di conseguenza!
Ebbene, le campane di ogni chiesa suonano ogni giorno a mezzogiorno a partire dal 7 ottobre 1571.
Quella fu infatti la data della battaglia di Lepanto, in cui vari Stati cristiani, coalizzati nella Lega Santa, sconfissero l’Impero Ottomano. La battaglia fu sanguinosissima. Nonostante la superiorità numerica i turchi persero 170 navi e 30000 uomini, tra cui lo stesso Müezzinzade Alì Pascià, mentre i cristiani 17 navi e 7500 uomini. Fu una vittoria totale dei cristiani: i turchi, da allora non avrebbero più avuto una flotta potente quanto quella distrutta a Lepanto, e Venezia riuscì, proprio grazie alla superiorità marittima, a fungere da vero e proprio scudo per l’Europa Occidentale, frenando sempre l’avanzata ottomana.
La Battaglia di Lepanto ebbe luogo la domenica del 7 ottobre 1571. Quel giorno, mentre si combatteva nel golfo di Patrasso, presso Lepanto, si narra che a Roma il papa Pio V avesse una visione ed esclamasse “sono le 12, suonate le campane, abbiamo vinto a Lepanto per intercessione della Vergine Santissima”. Da quel giorno è così subentrato l’uso di suonare ogni giorno le campane allo scoccare del mezzogiorno. La notizia della vittoria arrivò a Roma 23 giorni dopo, confermando quella visione.
[fonte: Il Gazzettino]
————————————————-
Note
Senza voler scendere in dettagli troppo spinti, propongo per chi fosse interessato, una descrizione succinta di “come realizzare una campana”. Fabbricarne una, è ancora oggi una vera opera d’arte.
Questo che segue è parte di un documento della:
ASSOCIAZIONE CAMPANARI DELLA B. V. DI SAN LUCA in BOLOGNA
(Testo tratto da “DIN, DEN, DAN, DON” Lineamenti di storia della campane e loro uso nella tradizione bolognese-modenese)
1998 “Quale Percussioni?” di Luciano Bosi
Come nasce una campana
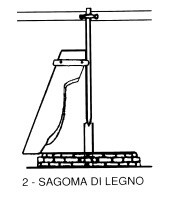
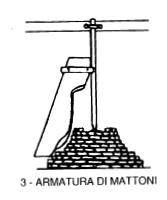
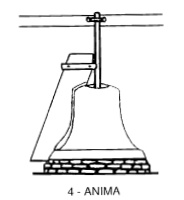
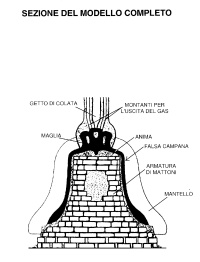
Il modello per la fusione di una campana è composto da: ANIMA, FALSA CAMPANA e MANTELLO.
– ANIMA: con una sagoma di legno, si prepara una costruzione in mattoni che corrisponde all’interno della campana;

– FALSA CAMPANA: l’anima viene ricoperta con strati d’argilla sino ad ottenere una superficie levigata sulla quale si applicano le CERE delle dediche, delle immagine e dei fregi;

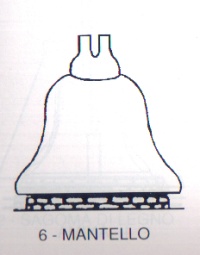
– MANTELLO: sulla falsa campana viene spalmata, fino allo spessore desiderato, altra argilla.
Il modello così completato si cuoce con la tecnica della CERA PERSA, la quale, sciogliendosi con il calore, lascia impressa sul mantello, in negativo, la composizione artistica.
Quindi si solleva il mantello, si distrugge la falsa campana, e lo si ricolloca sull’anima.
Ovviamente nello spazio libero creatosi tra anima e mantello scende il bronzo fuso che si raffredda lentamente.
Ora la campana è pronta per le rifiniture.
Il bronzo delle campane contiene circa 78 parti su 100 di rame e 22 di stagno.
La temperatura di colata è di 1150°/1200° C. circa. L’argilla usata per ricoprire l’anima della campana è di qualità speciale, perché deve resistere all’azione erosiva del metallo liquido durante l’operazione di colata e si chiama ARGILLA MAGRA.
L’ultima fase di formatura è costituita dall’esecuzione del mantello o camicia che si ottiene depositando in strati sottilissimi ed uniformi l’argilla suddivisa e diluita in acqua.
L’argilla è applicata a pennello e, tra un’applicazione e l’altra, deve essere lasciata essiccare perfettamente. L’essiccazione è ottenuta mediante un braciere sistemato all’interno dell’anima di mattoni che resta acceso fino all’approntamento del mantello.
Durante la fase di essiccazione il sottile strato di cera (5-7 mm.) che ricopre l’interno del falso mantello si scioglie lentamente e viene assorbito dall’argilla.
Le applicazioni dell’argilla si protraggono per alcuni giorni sino ad ottenere uno spessore variabile da 18 a 25cm.
Ultimata la formatura il mantello viene sollevato e il falso mantello sarà sgretolato fino a liberare perfettamente l’anima.
Dopo aver ricollocato il mantello sull’anima, la fossa in cui si era costruita la struttura di mattoni sarà completamente riempita di terra, in modo da impedire lo spostamento del mantello causato dalla spinta metallostatica.
Si può così procedere alla realizzazione della campana, colando il bronzo nello spazio libero tra mantello e anima.
Come si è già accennato prima, per la fusione della lega si ricorre a forni a riverbero scavati in fossa; il combustibile adottato oggi è, come centinaia di anni fa, la legna di rovere secca, grazie alla quale si evita la contaminazione del metallo fuso da parte di gas ricchi di idrogeno, anidride solforosa ecc. che si avrebbe impiegando nafta o simili.
Per le campane di media statura il ciclo di lavorazione varia da 30 a 60 giorni.
E’ da tenere presente che la fase di FORMATURA è la più delicata ed importante. Le variazioni di timbro, la possibilità di dotare le campane della “voce” che si desidera, ossia di ottenere una nota fissa, si possono ottenere grazie a speciali accorgimenti presi nel corso della formatura.
Questi accorgimenti si riferiscono alle dimensioni, allo spessore degli strati e a tanti altri particolari che fanno parte del cosiddetto SEGRETO PROFESSIONALE.
La voce di una campana dipende dalle sue dimensioni: tanto più la campana è grande e pesante, tanto più grave è il suono e tanto maggiore è la difficoltà di costruzione.
La campana deve nascere perfetta già dalla fusione e capace di emettere la nota giusta. A fusione avvenuta non si può più correggere nulla, ogni ritocco formerebbe una “toppa” nel bronzo e altererebbe il suono. Quindi le varie famiglie di fonditori si tramandano di generazione in generazione i loro segreti per ottenere suoni più limpidi e corposi.
Particolari sono infine le campane che vengono suonate a distesa, cioè fatte ruotare fino quasi a essere capovolte in modo che ricadendo emettano un rombo intenso e vibrante.
La vita media di una campana è di 70-80 anni e abbastanza facilmente, può raggiungere il secolo.

Classe 1941. Laureato in ingegneria elettronica: triestino di nascita, milanese di adozione. L’interesse per la storia, l’arte e la natura, ha sempre destato la mia curiosità e passione, fin da giovane. Ora che non lavoro più, e posso dedicare maggior tempo ai miei hobbies, mi diletto a fare ricerche storiche sulla città, sui suoi costumi, sui suoi monumenti, su come viveva la gente, sugli aneddoti poco noti, sui personaggi che, in vario modo, hanno contribuito a rendere Milano, la città che è oggi, nota in tutto il mondo.